电话:18761621129
电话:18761621129 邮箱:3449156166@qq.com
邮箱:3449156166@qq.com  地址:四川省成都市新都区兴业大道一段1088号
地址:四川省成都市新都区兴业大道一段1088号












 当前位置:
当前位置:

 推荐产品
推荐产品 

 推荐新闻
推荐新闻 



 在线留言
在线留言 详情内容
详情内容
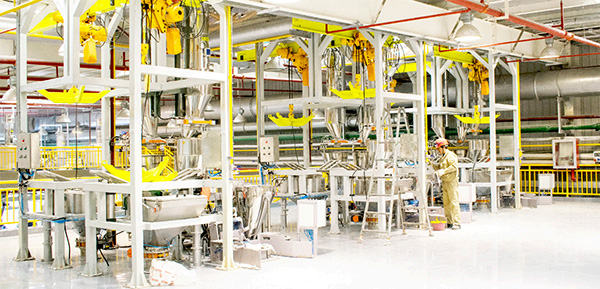
一:化工行业:快速处理大宗化工原料,减少粉尘污染,提高生产效率,降低安全风险。吨袋拆包机在化工行业中具有显著的效率提升作用,主要体现在以下几个方面:
吨袋拆包机在化工行业的应用具有显著的优点和重要作用:
吨袋拆包机对化工行业的优点
1. **高效自动化操作**
- 吨袋拆包机采用自动化流程,拆包速度可达12吨/小时,效率较人工提升4-5倍。自动化操作减少了人工干预,尤其适用于大批量、连续化生产的化工企业。
- 设备可实现无人值守生产,进一步降低人力成本。
2. **环保与安全性能**
- 化工物料常具有腐蚀性、毒性或易扬尘特性,吨袋拆包机采用密闭式设计,配合脉冲除尘系统或中央集尘系统,有效抑制粉尘外溢,减少环境污染。
- 自动化操作避免了工人直接接触有害物料,降低了职业健康危害和因人工操作失误导致的安全事故。
3. **降低物料残留**
- 设备配备拍打装置、振动气缸等辅助卸料功能,可将吨袋内物料残留量降至0.1%以下,相比人工拆包的1%-5%残留率,显著减少原料浪费。
4. **多功能性与灵活性**
- 可根据化工物料的特性(如粉体、颗粒、块状物料)进行定制化设计,配备振动、拍打、气流辅助等装置,确保物料彻底卸净。
- 设备还可选配磁选机、破碎装置等,清除异物并适配不同物料特性。
5. **经济性与投资回报**
- 虽然需要一定的初始投资,但通过节省人力成本、减少原料损耗及工伤赔偿,设备通常在短期内即可收回成本。
吨袋拆包机在化工行业的作用
1. **提升生产效率**
- 快速、连续的拆包能力使化工企业能够高效处理大量原料,满足大规模生产的需求。
2. **保障生产环境**
- 密闭式设计和除尘系统有效控制粉尘扩散,改善工作环境,减少环境污染,符合环保要求。
3. **降低安全风险**
- 自动化操作减少了工人与有害物料的直接接触,降低了职业健康风险和安全事故。
4. **优化物料处理**
- 设备通过振动、拍打等方式解决物料结块问题,确保物料顺畅进入下一工序,提高物料利用率。
5. **实现自动化生产**
- 吨袋拆包机可与输送机、计量系统等设备无缝对接,实现生产流程的自动化衔接,提高生产的连续性和稳定性。
吨袋拆包机凭借其高效、环保、安全的特点,已成为化工行业提升生产效率、优化生产环境、降低安全风险和实现自动化生产的关键设备。
二:食品行业
吨袋拆包机在食品行业具有显著的优点和重要作用
1. **高效自动化操作**:吨袋拆包机能够快速连续地处理大袋包装的食品原料,如面粉、糖粉、淀粉等,拆包速度可达每小时5-20吨,相比传统人工拆包效率大幅提升,显著提高生产效率。
2. **无尘环保设计**:采用全封闭式结构,配备高效的脉冲除尘系统或中央集尘系统,在拆包过程中有效防止粉尘飞扬,减少环境污染,同时避免原料受到外界污染,确保食品卫生安全。
3. **卫生安全保障**:设备材质通常选用抗腐蚀、易清洁的不锈钢,符合食品行业的卫生标准。部分高端机型配备CIP(在线清洗)系统,满足GMP要求,进一步保障食品生产的卫生安全。
4. **降低劳动强度**:自动化操作减少了人工干预,降低了工人的劳动强度,避免了人工拆包可能导致的粉尘吸入等健康问题。
5. **物料残留少**:通过拍打装置、振动气缸等辅助卸料功能,可将吨袋内的物料残留量降至.低,减少原料浪费。
6. **灵活性与适应性强**:可根据食品行业的不同需求进行定制,如调整设备尺寸、配置输送系统等,以满足不同生产场景的要求。
吨袋拆包机在食品行业的作用
1. **提升生产效率**:快速拆包和卸料能力使食品企业能够高效处理大量原料,满足大规模生产的需求,从而提高整体生产效率。
2. **保障食品质量**:无尘化操作环境和卫生安全的设计,确保食品原料在拆包过程中不受污染,从而保障食品的质量和安全性。
3. **改善工作环境**:减少粉尘飞扬,降低工作环境中的粉尘浓度,为工人提供更健康、更安全的工作环境。
4. **降低生产成本**:减少人工拆包所需的人力成本,同时降低因粉尘污染导致的原料浪费,从而降低企业的生产成本。
5. **实现自动化生产**:与食品生产线的其他设备(如输送机、混合机等)无缝对接,形成自动化生产线,提高生产的连续性和稳定性。
总之,吨袋拆包机凭借其高效、环保、卫生、安全等优点,在食品行业中发挥着重要作用,已成为食品生产企业提升生产效率、保障产品质量、改善工作环境、降低生产成本的理想选择。
三. **制药行业**:严格控制粉尘和交叉污染,确保药品原料的纯净度,符合 GMP 规范。
吨袋拆包机在制药行业的应用具有显著的优点和重要作用:
吨袋拆包机对制药行业的优点
1. **高效自动化操作**
- 吨袋拆包机能够快速、连续地处理大袋包装的医药原料,拆包速度可达每小时5-20吨,显著提高生产效率。
- 自动化操作减少了人工干预,降低了劳动强度,同时避免了人工操作可能带来的误差。
2. **严格的卫生与安全控制**
- 采用全密闭式设计,配备高效的脉冲除尘系统或中央集尘系统,有效防止粉尘外溢,确保生产环境的洁净度,符合制药行业的GMP标准。
- 自动化操作减少了工人与物料的直接接触,降低了交叉污染的风险。
3. **高精度计量与质量控制**
- 吨袋拆包机的高精度计量功能确保每一批次的原料使用量的准确性,有助于实现药品质量和疗效的稳定性。
- 设备可配备CIP(在线清洗)系统,满足制药行业的卫生要求。
4. **降低物料残留与浪费**
- 设备配备拍打装置、振动气缸等辅助卸料功能,可将吨袋内物料残留量降至.低,减少原料浪费。
5. **多功能性与灵活性**
- 可根据制药行业的不同需求进行定制,例如配备磁选装置清除金属杂质,或根据物料特性调整破袋刀具材质。
- 设备可与输送机、计量系统等无缝对接,形成自动化生产线。
吨袋拆包机在制药行业的作用
1. **提升生产效率**
- 快速、连续的拆包能力使制药企业能够高效处理大量原料,满足大规模生产的需求。
2. **保障药品质量**
- 密闭式操作和高效除尘功能有效避免了粉尘污染,确保药品原料的纯净度,从而保障药品的质量和安全性。
- 高精度的计量功能确保原料用量的准确性,有助于药品质量的一致性。
3. **降低安全风险**
- 自动化操作减少了工人与有害物料的直接接触,降低了职业健康风险和安全事故。
4. **优化物料处理**
- 设备通过振动、拍打等方式解决物料结块问题,确保物料顺畅进入下一工序,提高物料利用率。
5. **实现自动化生产**
- 吨袋拆包机可与制药生产线的其他设备无缝对接,实现生产流程的自动化衔接,提高生产的连续性和稳定性。
吨袋拆包机凭借其高效、卫生、安全的特点,已成为制药行业提升生产效率、保障药品质量、降低安全风险和实现自动化生产的重要设备。
吨袋拆包机在锂电、新材料、新能源等行业的应用具有显著的优点和重要作用
吨袋拆包机在锂电行业的优点及作用
优点
1. **高效自动化操作**:锂电行业全自动吨袋拆包机拆包速度快,具有自动称重、防内膜脱落、自动取样、自动脱袋等功能。其拆包速度可达每小时12吨,效率较人工提升4-5倍。
2. **环保与安全性能**:设备采用全密闭式设计,配备高效的脉冲除尘系统,粉尘泄漏量降低95%以上,满足ISO 14644洁净车间要求。这有效避免了锂电材料在拆包过程中粉尘外泄,保障了生产环境的洁净度。
3. **降低物料残留**:通过拍打装置或振动机构,吨袋内物料残留量可降至0.1%以下,相比人工拆包的1%-5%残留率,显著减少原料浪费。
4. **多功能性与灵活性**:设备可配备破碎装置解决物料结块问题,确保物料顺畅进入下一工序。
作用
1. **提升生产效率**:快速、连续的拆包能力满足了锂电行业大规模生产的需求。
2. **保障生产环境**:密闭式操作和高效除尘功能有效避免了粉尘污染,确保生产环境的洁净度。
3. **降低安全风险**:自动化操作减少了工人与有害物料的直接接触,降低了职业健康风险和安全事故。
4. **优化物料处理**:设备通过振动、拍打等方式解决物料结块问题,确保物料顺畅进入下一工序。
吨袋拆包机在新材料行业的优点及作用
优点
1. **高效自动化操作**:设备可实现无人值守生产,拆包速度可达每小时12吨,效率较人工提升4-5倍。
2. **环保与安全性能**:采用全密闭式设计,配备高效的脉冲除尘系统,粉尘泄漏量降低95%以上,满足ISO 14644洁净车间要求。
3. **降低物料残留**:通过拍打装置或振动机构,吨袋内物料残留量可降至0.1%以下。
4. **多功能性与灵活性**:设备可配备破碎装置、磁选装置等,清除异物并适配不同物料特性。
作用
1. **提升生产效率**:快速、连续的拆包能力满足了新材料行业大规模生产的需求。
2. **保障生产环境**:密闭式操作和高效除尘功能有效避免了粉尘污染,确保生产环境的洁净度。
3. **降低安全风险**:自动化操作减少了工人与有害物料的直接接触,降低了职业健康风险和安全事故。
4. **优化物料处理**:设备通过振动、拍打等方式解决物料结块问题,确保物料顺畅进入下一工序。
吨袋拆包机在新能源行业的优点及作用
优点
1. **高效自动化操作**:设备可实现无人值守生产,拆包速度可达每小时12吨,效率较人工提升4-5倍。
2. **环保与安全性能**:采用全密闭式设计,配备高效的脉冲除尘系统,粉尘泄漏量降低95%以上,满足ISO 14644洁净车间要求。
3. **降低物料残留**:通过拍打装置或振动机构,吨袋内物料残留量可降至0.1%以下。
4. **多功能性与灵活性**:设备可配备破碎装置、磁选装置等,清除异物并适配不同物料特性。
作用
1. **提升生产效率**:快速、连续的拆包能力满足了新能源行业大规模生产的需求。
2. **保障生产环境**:密闭式操作和高效除尘功能有效避免了粉尘污染,确保生产环境的洁净度。
3. **降低安全风险**:自动化操作减少了工人与有害物料的直接接触,降低了职业健康风险和安全事故。
4. **优化物料处理**:设备通过振动、拍打等方式解决物料结块问题,确保物料顺畅进入下一工序。
吨袋拆包机凭借其高效、环保、安全的特点,已成为化工、制药、食品、锂电、新材料、新能源等行业提升生产效率、保障生产环境、降低安全风险和实现自动化生产的重要设备。